Building and Testing Evinrude Outboards
Building and Testing Evinrude Outboards
Building and Testing Evinrude Outboards
No break-in period
Protection against lean running .
Building and Testing Evinrude Outboards
Building and Testing Evinrude Outboards
Building and Testing Evinrude Outboards

Building and Testing Evinrude Outboards
Building and Testing Evinrude Outboards
Lower emissions
Alternative fuels research .

Building and Testing Evinrude Outboards

Building and Testing Evinrude Outboards

Building and Testing Evinrude Outboards
Building and Testing Evinrude Outboards
Preproduction problem solving
Increased performance .

Building and Testing Evinrude Outboards
It can get cold in Wisconsin, but not cold enough to simulate the harshest conditions an outboard motor might see. Which is why one of the new engineering test cells at the BRP facility in Sturtevant, Wisconsin, is essentially a walk-in freezer with a tank in which to operate and test outboard motors. The temperature inside this cold cell can be dialed down to 30 degrees below zero F, even in July, to gauge the effect of severe cold on materials and electronic components as motors are run through computer-
controlled duty cycles. Good news for arctic anglers and duck hunters, I suppose. .

Building and Testing Evinrude Outboards
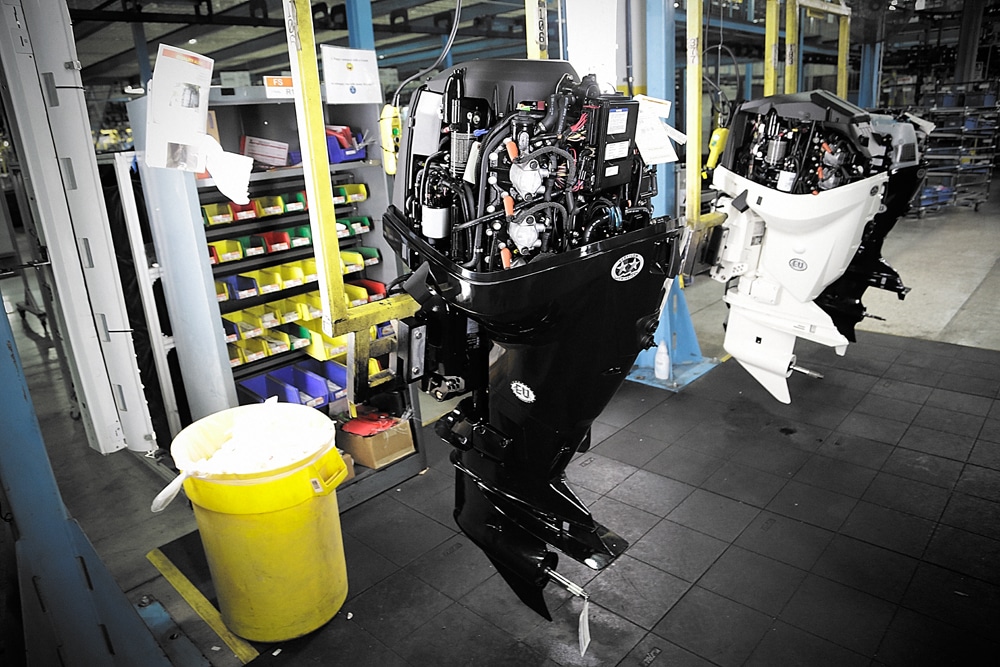
When Bombardier Recreational Products (BRP) announced that it was building a new engineering center at its Evinrude facility in Sturtevant, Wisconsin, I wondered what a tech-forward outfit like BRP would put together, and how exactly it would improve the Evinrude outboards the company is building today. So I asked for a tour.
I didn’t get a tour of just the engineering section— BRP showed me the whole 400,000-square-foot facility. Right now approximately 200 manufacturing and 200 administrative employees work at BRP Sturtevant, producing Evinrude outboards from 15 to 300 horsepower. What follows is my report of how this facility might change the on-the-water experience of outboard engine owners everywhere.
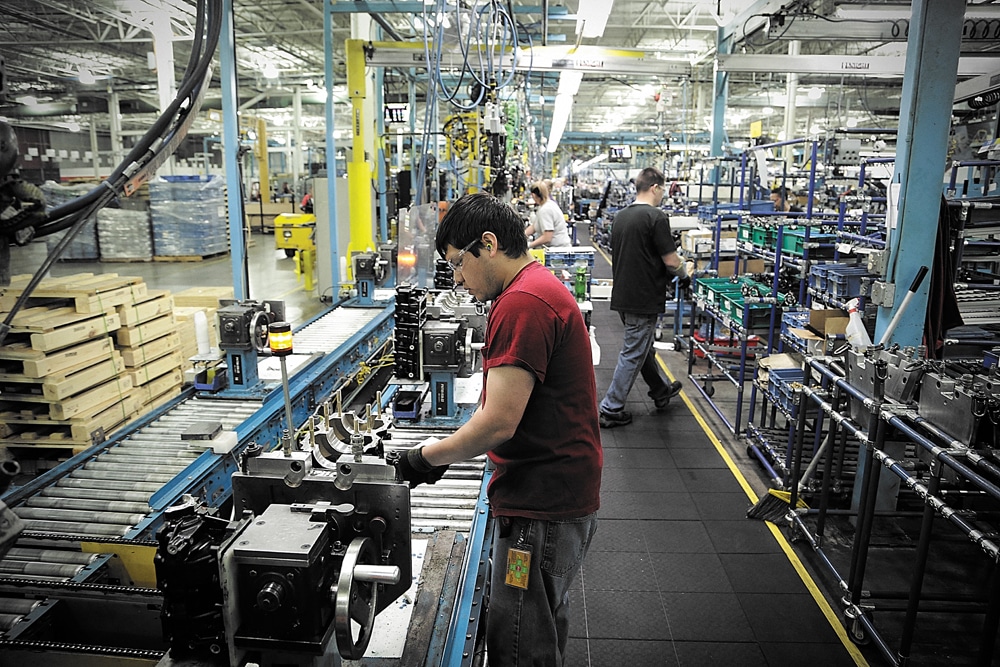
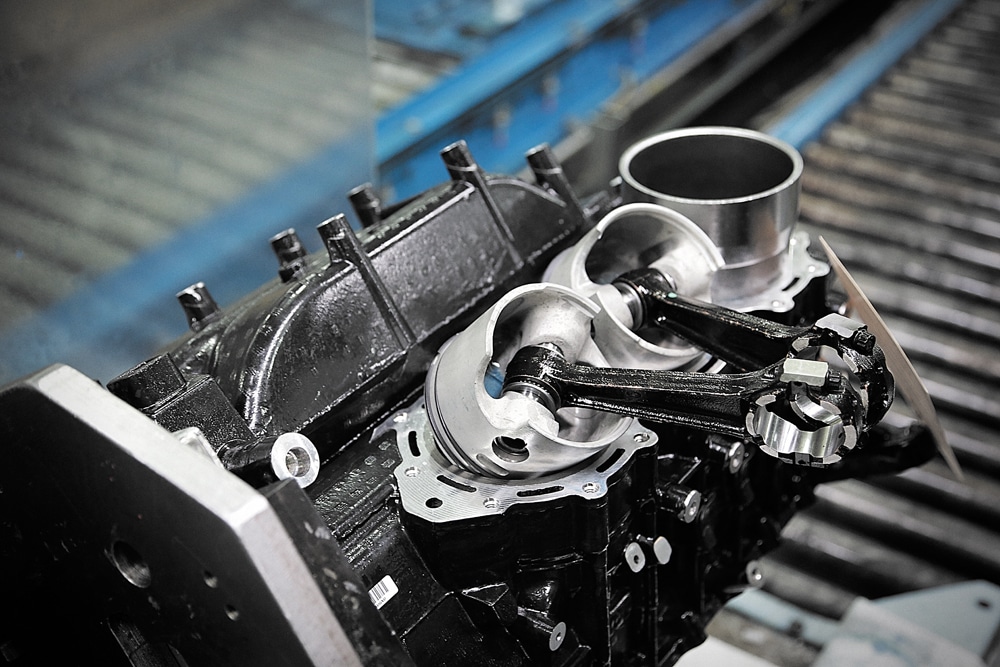
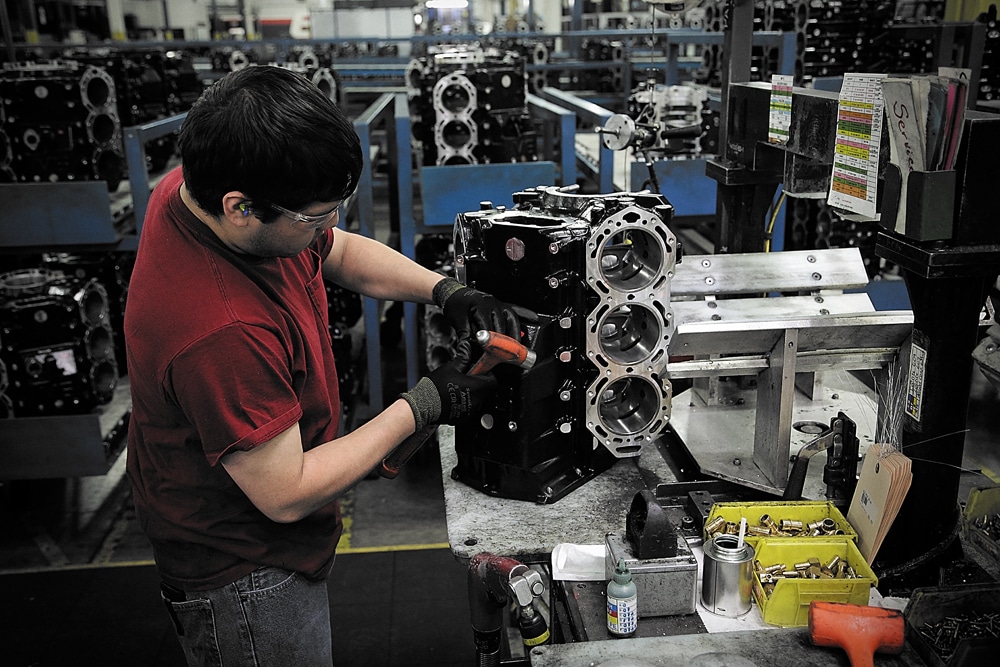
Honed to Perfection
I love the smell of cutting oil in the morning, so I was glad to start our tour in the assembly area. Evinrude E-TEC motors are modular, meaning that several platforms may share key parts like pistons. There are seven motor platforms and 125 component parts in production on one line that assembles motors from 40 to 300 horsepower. It’s one of those manufacturing miracles that all of the correct parts are waiting as each of these motors comes down the line.
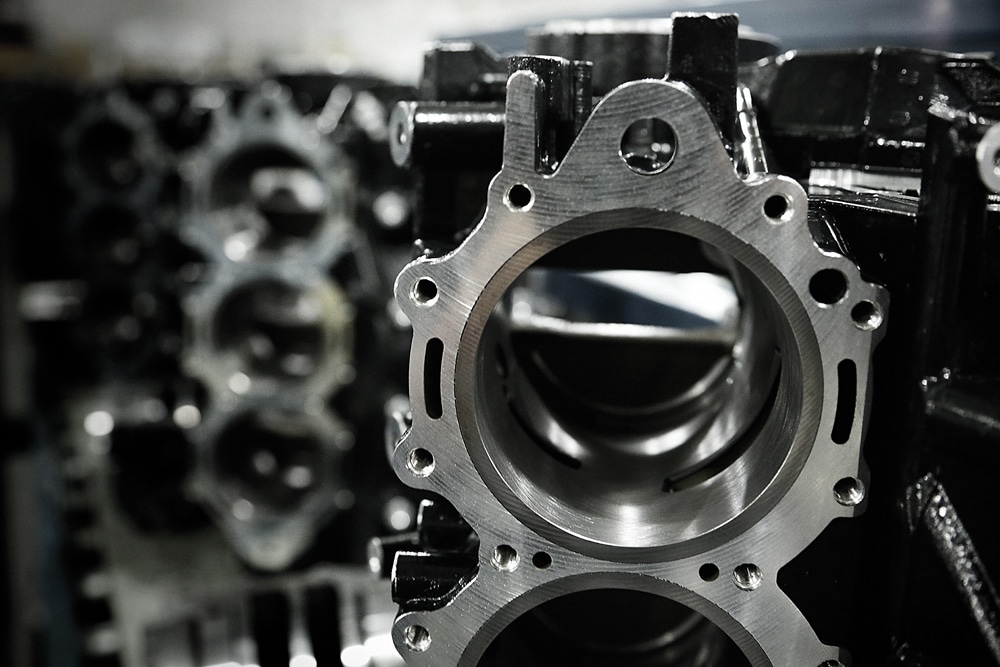
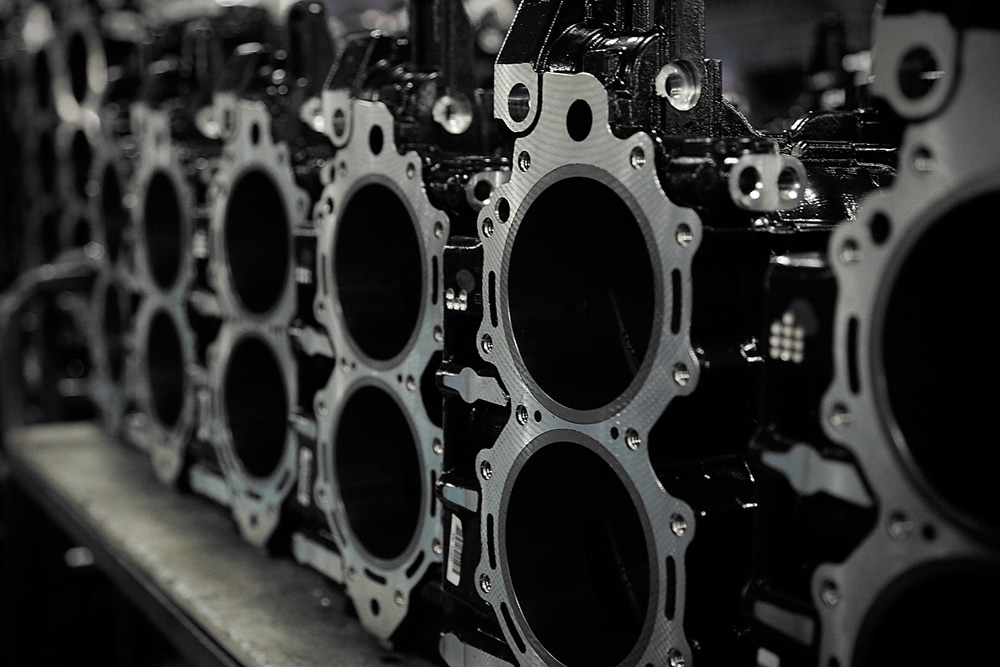
Engine blocks and cylinder heads are cast by BRP in a Spruce Pine, North Carolina, facility dedicated to lost foam casting, a process that uses a polystyrene pattern that can be formed using many small pieces glued together to form a single complex shape. Look at the block or head of an Evinrude motor and you may be able to see a beer-cooler texture left in the casting. Those blocks are machined and finished in Sturtevant in a series of highly automated, enclosed cells. The last step in the process is the honing of a cast-iron liner that is pressed into each cylinder. Frank Bailey, BRP director of operations and my tour guide, emphasized the importance of this honing process.
“The precision of our honing process is the reason an Evinrude outboard can run wide open out of the box with no break-in,” Bailey said, “and in a pinch can run a long time with no oil.”
All engine cylinders are honed, a process that leaves behind a crosshatched pattern of microscopic peaks and valleys. The valleys hold oil that lubricates the space between the piston rings and the cylinder wall — in effect not allowing metal-on-metal contact of those two surfaces. Bailey said that a typical hone leaves behind “torn and folded” metal.
“Magnified, those peaks look like microburrs,” said Bailey. “There’s a lot of metal that needs to be worn away during break-in.”
BRP uses very sharp cutting abrasives that leave behind a fine edge on each peak and a clean groove in each valley, so there’s very little “crud” to be cleaned out of the cylinders when the engine is new. The engine computer delivers extra oil above 2,500 rpm for the first 2½ hours, and after that the break-in period is over. If you can remember the days of mixing double oil for a new two-stroke and enduring hours and hours of smoking exhaust and fouled spark plugs, you can really appreciate the benefit of the BRP honing effort.
Emissions Mission
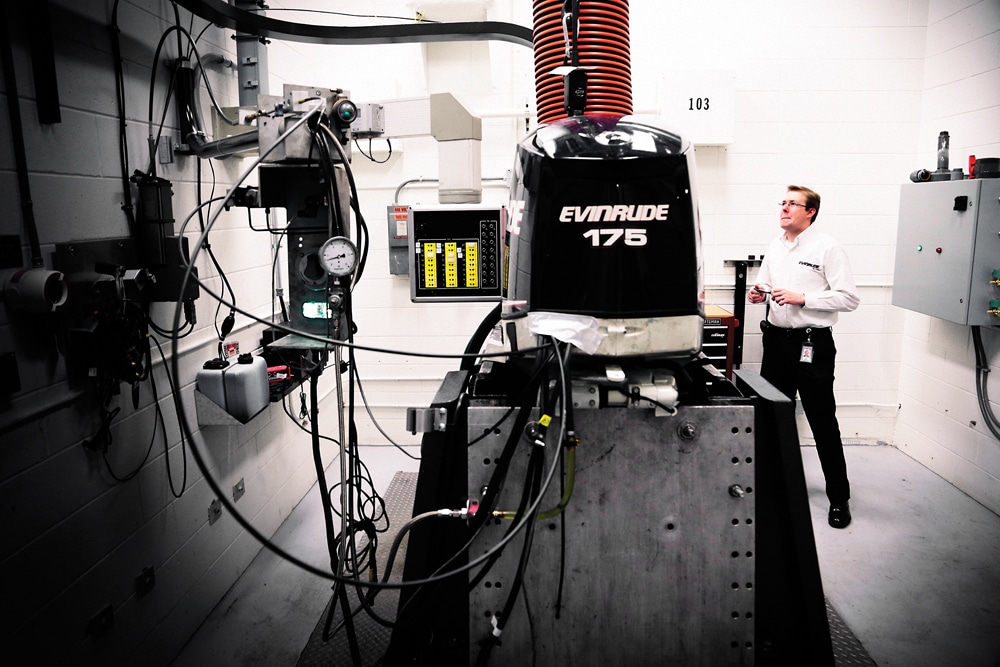
So new on my visit it still smelled like fresh paint, the Emissions Compliance and Certification Lab is an island of bright lights and clean floors. Until this visit, I had no idea that engine manufacturers had to devote so many resources to emissions testing.
In the lab are three test cells set up with equipment to measure the component particles of engine exhaust. Each cell has a water tank under the floor and a structure to hold the outboard. The prop shaft is connected to an eddy current dynamometer that provides load and measures power output. A probe in the exhaust manifold extracts exhaust before it is mixed with water, and the exhaust gas is drawn through a filter and then a heated tube through the cell wall to an emissions bench made for BRP by AVL, a leader in this field. It’s a cabinet about the size of a soda machine filled with sensors that analyze the exhaust components with repeatable accuracy down to one part per billion. The bench cost $275,000, and there are two of them in the lab. The emissions testing cells have a “hospital quality” HVAC system able to maintain a temperature of 74 degrees and 40 percent humidity in July or January. During the test a host of other data is also collected from each engine, a useful gauge of quality control.
The amount of testing the lab does is almost mind-boggling. Just to satisfy the Environmental Protection Agency, BRP is required each quarter to test two motors from each of 12 engine families, pulled at random from the assembly line. The EPA requires all motors to stay within emissions compliance for 350 hours of use, which means BRP has had to conduct a “deterioration” test that measures emissions right after a two-hour break-in, and again after 350 hours of use. The regular emissions test takes about 90 minutes per motor, not including setup and teardown time, and two hours of break-in. The EPA will also randomly select for audit engines for “in use” testing that is done in the field. BRP will place these motors with a boater who will rack up hours in a hurry, usually a fishing guide or pro angler or police officer, and then get the motor back for testing after 175 hours of use.
That’s just the EPA testing. Evinrude motors have to be certified for sale in many other markets with emissions regulations. The lab also serves the engineering department, which will request an emissions test on a new product or when it makes a change to a component that might affect its emissions calibration. This lab also conducts research testing under contract on alternative fuels, such as isobutanol.
“The BRP philosophy is that all the money spent on pleasure boating is discretionary, so it should have minimal environmental impact,” said Jeff Wasil, BRP engineering emissions testing manager. “Lower emissions benefit everyone.”
Bits and Brains
As you might expect, there are a lot of young people and computers in the new BRP engineering offices. But they are led by 57-year-old George Broughton, Evinrude director of engineering, who started at OMC in 1979 straight from the University of Illinois. He represents 34 years of institutional knowledge that’s not available as software.
“I’ve lived through the transition from empirical engineering — make-it-and-break-it — to a balance of empirical and computation,” Broughton said. “We’ve made a big investment in analysis tools that have dispelled myths and assumptions about how an engine works.”
Computing power seems to be the only factor limiting computational analysis — some of the more complex computations can take eight days to run their course.
I can still recall a meeting in 1999 with a clearly crestfallen Broughton as he explained to me why the first-generation OMC outboards with Ficht direct-injection were failing, worn inside by abrasive soot that was an unanticipated chemical byproduct of the engine design. Today, that issue would have been predicted by computer analysis, and quickly solved. In 2000 it contributed to the bankruptcy of OMC.
Because of that experience, Broughton embraces modern analysis, and he offered me an example of a problem his team had recently solved using a combination of finite element analysis (FEA) and computational fluid dynamics (CFD). The issue was a lack of power between 5,000 and 6,000 rpm in Evinrude V-6 engines — the motors were not achieving their projected peak power.
“We knew from intuition that the intake reed valves were out of phase,” said Broughton, “which means they were fluttering and not sealing the crankcase. We could confirm this with old-school high-speed photography. Before computational analysis we’d just make the reeds thicker and see if that fixed the problem. Of course, that might diminish performance at lower speeds and also make the reeds less durable. Today, we can virtually change the reed material in a computer that combines FEA and CFD and see exactly what happens. And we can also change any number of other factors within the engine, such as port timing and the case volume or the shape of the transfer ports, and see how these might affect the action of the reeds. Because maybe the real issue is not the reeds at all.”
Ultimately, Broughton said, the solution lay in a combination of changes made to the motor design, but not to the reeds. The result was a fatter power curve across the rpm range, better acceleration and happier Evinrude owners.







