
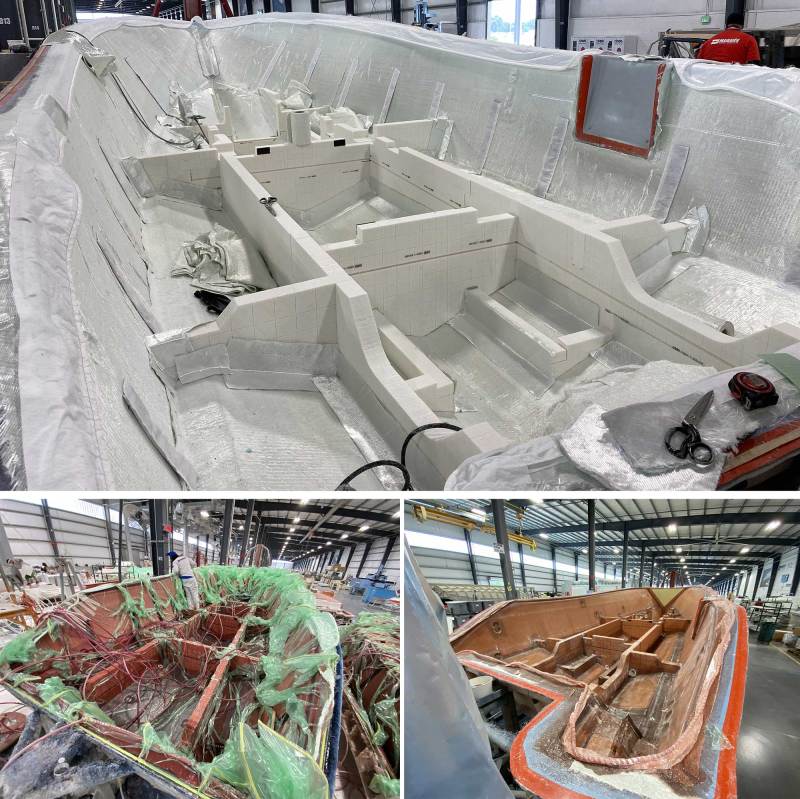
When I first stepped into the Maverick Boat Group’s P2 factory in Fort Pierce, Florida, the first thing I noticed was what was missing. In most other boatbuilding facilities I have visited, I’ve been quickly overwhelmed by the smell of styrene. But here at the Maverick facility, I didn’t smell any of the noxious chemicals associated with building boats. The second thing I noticed as Charlie Johnson, the company’s director of marketing and promotions, walked me down the assembly line was what appeared to be a hull mold covered in long sheets of dry fiberglass. Then a group of workers began the process of encasing the entire mold in translucent, green-tinted plastic and affixing a crazy assemblage of plastic tubing. It looked like a scene out of Young Frankenstein meets Charlie and the Chocolate Factory. But as the team prepared to connect the tubing to a vacuum, followed by a pre-measured tub of resin, I knew I was getting a firsthand look at Maverick’s VARIS boatbuilding process. The acronym stands for vacuum-assisted resin-infusion system.
Every company that uses a resin-infusion process to build boats touts it as a selling point, and it has proven to be a great system in terms of manufacturing boats. But if you’re buying a boat, exactly what does it mean for you? To find out, we went behind the scenes at the facilities of the Maverick Boat Group—builder of the iconic Hewes, Maverick, Pathfinder and Cobia brands—to see how resin-infused boats are made.
Suck It Up
The boat that Johnson led me to in the building area was a Cobia 280 Center Console. Prior to this moment, the assembly team had laid dry fiberglass cloth patterns cut to size and inserted the stringer system, transom and backing plates, as well as all of the foam coring material that had been precisely cut with a router. How, I wondered, is this all going to turn into a solid boat?
Building boats through the resin-infusion process is not new. Since I started in the industry decades ago, boat companies that use some version of the technique have been touting the benefits of their “vacuum-bagged” boat construction over the tried-and-true technique of laying fiberglass and working in the resin by hand. I’ve watched the traditional process many times—a scene of workers in Tyvek suits and respirators standing in the mold and working resin into the glass by hand with rollers and squeegees. And I’d seen the vacuum-bagging process done on small components such as hatches, but never on a whole hull. This is why I was excited to be standing in the factory about to watch it occur.

The Maverick Boat Group started using the resin-infusion technique in 2000 on Maverick technical poling skiffs—boats designed to float in the shallowest possible water—because it produces lightweight yet strong boats. Since then, the company realized the benefits of using it on some of the larger Pathfinder bay boats as well as some of the offshore center-consoles in the Cobia lineup, and even for the classic Hewes flats skiffs.
“Without a doubt, this is the best way to laminate a boat,” Johnson says.
The key to the whole process is the vacuum. Once the workers bag the dry components, they attach a suction device to the bag that compresses all the materials within. (Think of those old infomercials touting vacuum storage, where someone would suck down a giant bag of their winter clothes into a thin rectangle and slide it under the bed.) Once the dry components are sucked into place, a precise amount of resin is pulled through the bagged laminate through the tubing, which looks haphazard at first glance but is carefully placed for maximum effect.
Once the laminate inside the mold is completely saturated, the system then sucks out all the excess resin, leaving behind the perfect amount to form a strong, lightweight, singular component—in this case, a boat hull.
The whole process was fascinating to watch, and when the boat was fully cured, the workers quickly stripped off the green bags and pulled the tubing, which was full of now-hardened resin, to reveal a hull that would soon be attached to a deck and affixed with all the gear necessary to emerge as an offshore center-console.
It’s all very cool. But what does it mean for you, the person buying the finished boat? Some of the benefits can be seen with the naked eye while others can’t, but overall, there are definitely advantages of note for the person who will one day own this boat.

Even Steven
When you get right down to it, the key benefit of the VARIS process is the improved strength-to-weight ratio. No matter how skilled the craftsman, laying fiberglass by hand often leads to excess resin in the finished build. That extra resin increases the weight of the finished part but adds no strength because the resin itself is very brittle.
This brittleness is something I witnessed firsthand. After workers pulled the bagging and tubing off the finished hull, I grabbed a stray tube containing excess resin that had already dried. I smacked it on the concrete floor and watched it crack and shatter like a glass dropped in the kitchen.
Another benefit is consistency of build. A vacuum-bagging process like VARIS evenly distributes the resin through the part, making for a clean-looking component with no visible indentations, undulations or weak spots. Knock anywhere on a VARIS hull and it sounds the same. Also, take a look under the gunwales at the hull-to-deck joint on a finished boat. Because the two parts are built so precisely, the joint will look cleaner, without any of the gaps you sometimes see on boats with hulls and decks that don’t quite fit.

For anyone interested in a shallow-water fiberglass boat, looking at a boat built with this process makes perfect sense because it’s going to be lighter. The boat will float in shallower water and be easier to pole on the flats. That’s a no-brainer and explains why the process started with the Maverick lineup.
For bigger boats such as a Cobia center-console, the boat’s hull is going to be lighter weight than most equivalent hand-laid models, making it more efficient yet also stiff and strong because there are no gaps or dead spots where the fiberglass was not properly laminated. And because the stringers, coring, transom and backing plates are all infused at the same time, the end result is a singular structure capable of taking on a heavy load and handling the larger outboard power preferred by many boaters today.
Oh yeah, and why didn’t the P2 factory smell like a typical boatbuilding facility? With vacuum bagging, all the gross fumes remain trapped in the bagging during the curing process. So, it’s a win-win for everyone.

The Finished Product
While building with the VARIS process might ensure a lighter, stronger hull and deck, that doesn’t guarantee the end result is a quality boat. That all depends on the quality of the other installed parts as well as how well everything else is installed and rigged. Walking through the rest of Maverick’s P2 factory, I could tell this wasn’t going to be a problem. And when I walked out the back bay doors into a parking lot filled with multicolored Cobia and Pathfinder boats ready for shipment to dealers, I could tell they’d wind up in the hands of their happy owners sometime soon.
I could see a finished yellow Pathfinder 2500 Hybrid, the first model the company built with the VARIS process. Now all stepped-hull Pathfinder boats are built using VARIS. I climbed a ladder and boarded a light-blue Cobia 310 rigged with twin Yamaha outboards and ready to run out the inlet. All the larger Cobias, from the 262 up to the flagship 350 Center Console, are now built via VARIS.
So, there are plenty of boats to choose from in the Maverick Boat Group, as well as other companies that use a vacuum resin-infusion process, and you know they will be strong and durable over time—all thanks to a little suction.







